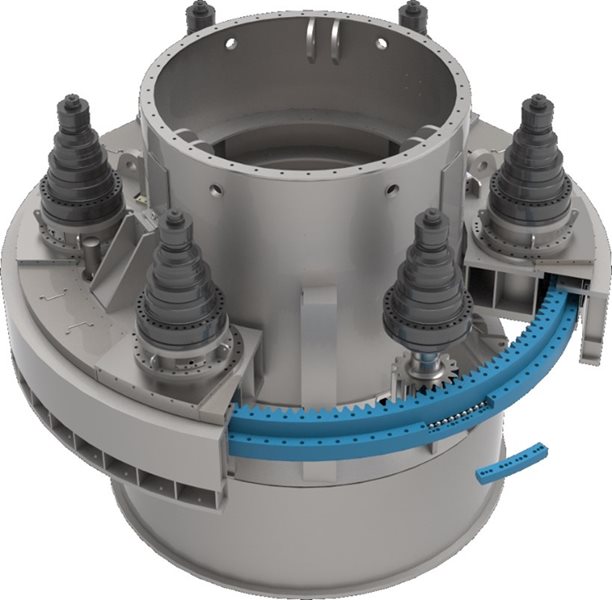
Split geared slew ring design
A split slew bearing typically has a design life of 60,000 hours, provided proper maintenance is performed throughout its lifecycle. The Metso SCD split geared ring series, including the newly launched SCDH4500, is engineered to enable easier and safer installation, minimizing downtime and reducing overall plant costs. This design also supports comprehensive maintenance planning. The split slew bearing series is fully compatible with existing SCD drive geometries, ensuring long-term reliability, functionality, and durability.
The two-piece split design allows for cost-efficient shipping and installation, with the ability to store individual parts separately—protected and sealed—for up to five years. Unlike traditional full rings, the split ring eliminates the need for bridge removal, allowing replacement to occur directly on the bridge. This greatly improves safety by reducing suspended loads. Moreover, full slew bearing replacements render the bridge non-functional, removing the use of the monorail. In contrast, the split ring system keeps the monorail fully operational, facilitating the safe removal and transport of heavy components across the bridge, avoiding the need for expensive long-reach cranes.
Designed to match the performance and torque capacity of full slew rings, the SCD split geared slew ring series provides a seamless replacement solution. Metso also offers detailed replacement procedures to streamline the process, ensuring it is carried out safely and efficiently.
Proper training and adherence to safety protocols are essential for a smooth replacement process. A well-prepared plan, the right tools, and experienced personnel are key to preventing accidents during slew bearing replacement.
The SCDH4500 is the largest model in Metso's split geared slew ring series, completing the range and further enhancing service and maintenance capabilities for customers. Its two-piece split design enables up to 50% faster installation and reduces the need for extensive system disassembly. By providing scalable and efficient solutions, Metso continues to help customers optimize performance across the full lifecycle of their equipment.
Important scheduling considerations
Split geared slew bearings offer significant advantages in reducing downtime. Unlike traditional full continuous slew bearings, which require the entire assembly to be dismantled for maintenance or replacement, Metso's split slew bearings can be installed or replaced without disassembling the entire system. This saves considerable time and effort. With easier access to the bearing, routine maintenance tasks like lubrication and inspection can also be completed more quickly and efficiently. By shortening installation and maintenance times, split slew bearings minimize operational disruptions, allowing thickeners to resume operation faster. This reduction in downtime leads to lower labor costs and less productivity loss, making split slew bearings a highly cost-effective solution.
Due to their complex manufacturing process, split slew bearings have long lead times, typically ranging from 8 to 18 months depending on size. For this reason, it's crucial to monitor the wear on these bearings as they approach the end of their lifecycle and plan ahead for replacement by budgeting appropriately.
Split geared slew bearings are also easier to store and transport. Since they are divided into smaller sections, they take up less space than a full, single-piece bearing. Each section is lighter, making handling and transportation more manageable, particularly in environments where heavy lifting equipment may be unavailable. The split design allows for separate packaging, reducing transport costs and the risk of damage during transit. Smaller, lighter sections are easier to maneuver, lowering the risk of injury to workers and minimizing the need for specialized handling equipment. This modular approach not only enhances flexibility but also contributes to safer, more efficient storage and transportation.
Setting the industry standard in performance
Metso has an exceptional track record for innovation with a diverse portfolio of thickening and clarifying products, suiting a wide range of applications. Metso’s diverse thickener portfolio combines advanced engineering with sustainability, and a wide range of applications that improve water recovery, reduce chemical consumption, and enhance operational safety. With a strong aftermarket and modernization portfolio, Metso continues to set industry benchmarks in thickening technology across the full lifecycle of its solutions.
In conclusion, the introduction of Metso's SCDH4500 split geared ring model marks a major breakthrough in thickener maintenance technology. This innovative design overcomes the challenges of traditional full slew bearing replacements by improving safety, reducing downtime, and ensuring long-term reliability and cost efficiency. Seamlessly integrating with existing SCD drive geometries, the SCDH4500 can be installed without extensive disassembly, making it a valuable solution for high-torque applications. Supported by Metso's detailed replacement procedures and a strong focus on training and safety, plants can confidently manage maintenance, ensuring smooth and efficient operations for years to come.
Benefits
-
Reduced downtime: Can be installed or replaced without full system disassembly, minimizing shutdown times.
-
Cost efficiency: Shorter maintenance durations result in lower labor costs and less productivity loss.
-
Enhanced Safety: Reduces the need for large cranes and suspended loads, lowering risks during installation and replacement.
-
Long-term reliability: Designed for durability, with a typical design life of 60,000 hours when properly maintained.
-
Improved maintenance efficiency: Easier access allows for quicker lubrication and inspection tasks.
-
Operational continuity: Keeps the monorail system functional during replacements, facilitating safe transport of heavy components.
Features
-
Two-piece design: Enables easier handling, storage, and installation compared to full continuous bearings.
-
Compact storage & transport: Smaller, lighter sections reduce space requirements and transport costs.
-
Easy integration: Seamlessly fits into existing SCD drive geometries without extensive modifications.
-
Extended storage lifespan: Sealed and protected parts can be stored separately for up to 5 years.
-
No extensive disassembly required: Components can be replaced directly on the bridge, avoiding costly bridge removal.
-
Modular packaging: Allows flexible, efficient use of storage and reduces the risk of damage in transit.